Процесс сварки биметаллической композитной трубы
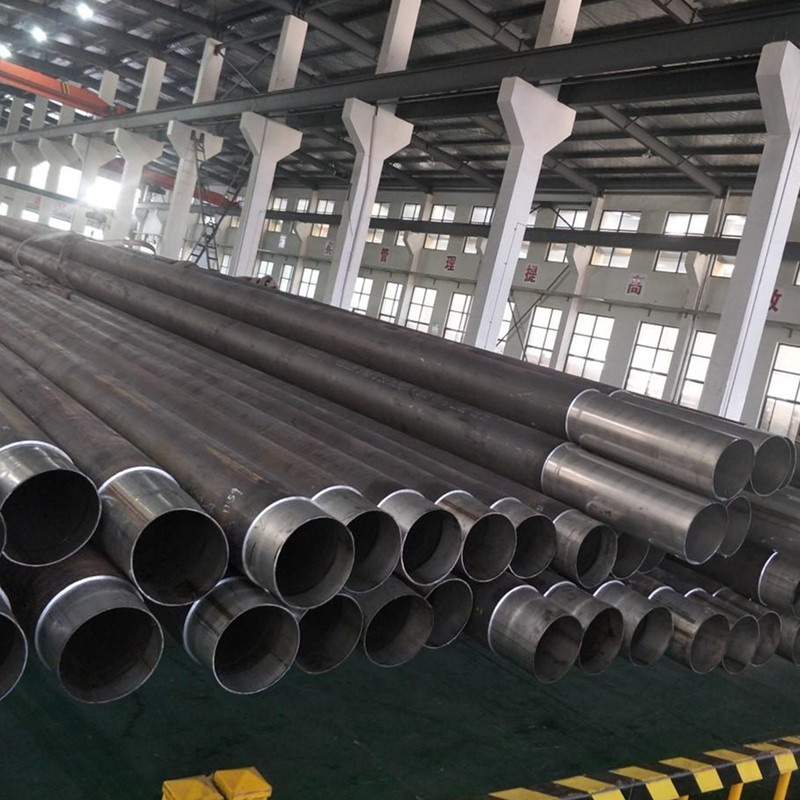
Наружная стенка биметаллической износостойкой композитной трубы изготовлена из обычной бесшовной стальной трубы, которая образуется футеровкой из литой стали с высоким содержанием хрома в процессе центробежного формования. Наружная стенка колена изготовлена из колен для креветок, а внутренний слой - из литой высокохромистой стали, которая не только обладает износостойкостью, чем высоколегированная литая сталь, но также выдерживает давление и имеет более высокие механические свойства. .
Твердость и износостойкость биметаллического износостойкого композитного материала для футеровки труб - это износостойкий белый чугун с высоким содержанием хрома и высококачественная легированная износостойкая литая сталь (вместе именуемые сверхтвердым износостойким сплавом). Твердая фаза чугуна с высоким содержанием хрома представляет собой карбид типа M7C3, его твердость достигает HV1500 ~ 1800, поэтому он обладает хорошей износостойкостью, а поскольку структура этого карбида типа Ka имеет стержневую форму, он имеет высокую вязкость. На основе традиционных ингредиентов добавлены редкие металлы и отвердители на основе карбида бора, что значительно увеличивает твердость и сопротивление усталости традиционных продуктов и делает их износостойкость лучше, чем у других продуктов.
Этот процесс подходит для сварки отливок из биметаллических композитных труб:
1. При установке биметаллической композитной трубы труба и центральная линия трубы должны быть выровнены, чтобы гарантировать точное соединение двух концов трубы. Из-за высокой твердости футеровки из высокохромистого сплава можно сваривать только обычные стальные трубы на внешней стенке, и необходимо выполнять проплавление. При резке на месте необходимо выбрать установку плазменной резки для резки на месте в соответствии с толщиной композитной трубы.
2. Выберите обычный сварочный стержень J507 диаметром φ4.0 мм.
3. Как правило, для сварки используется электросварочный аппарат постоянного тока, а для сварки также может использоваться электросварочный аппарат переменного тока.
4. После завершения сварки фасок на обоих концах используйте усиливающую скобу в середине сварного шва и продолжайте сварку с внешней стенкой композитной трубы, чтобы обеспечить прочность сварного шва.
5. Избегайте сварки при температуре ниже 0 ℃, а также при низкой температуре и влажности.
6. Для сварки деталей следует применять точечную сварку, симметричную сварку, а затем интегральную сварку, чтобы избежать растрескивания отливки из-за концентрации напряжений.
7. Чтобы гарантировать качество сварки биметаллической композитной трубы, поверхность сварки следует очистить, чтобы избежать таких дефектов, как масляные пятна и включения шлака.
Decho является профессиональным поставщиком биметаллических композитных труб, если вам они нужны, свяжитесь с нами по электронной почте. [электронная почта защищена]


