Proses pengelasan pipa komposit bimetal
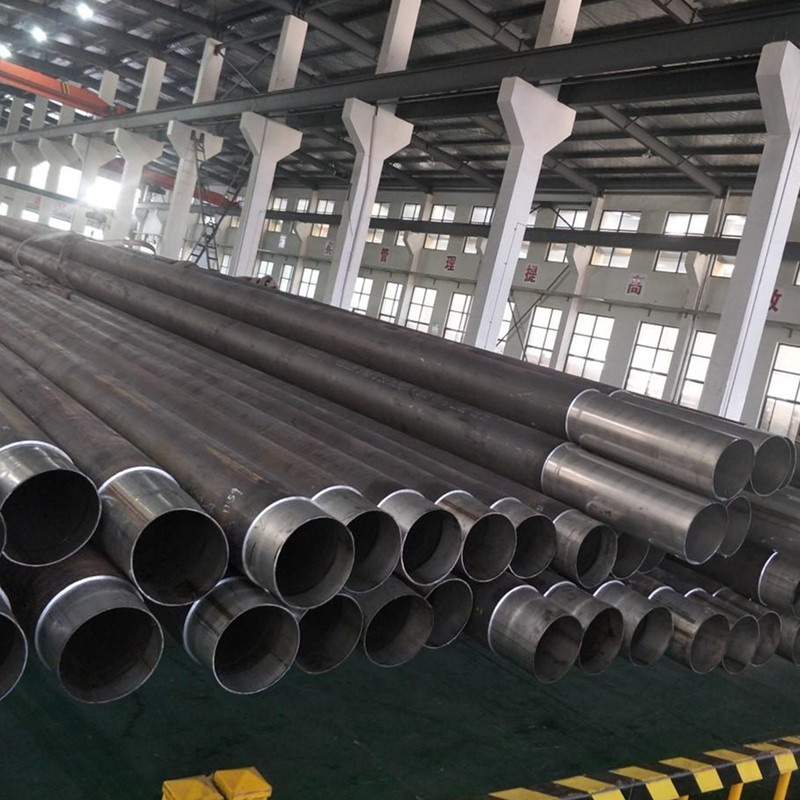
Dinding luar dari pipa komposit tahan aus bimetal terbuat dari pipa baja tanpa sambungan biasa, yang diperparah dengan lapisan baja cor berkromium tinggi melalui proses pembentukan sentrifugal. Dinding luar siku terbuat dari siku udang, dan lapisan dalam terbuat dari baja tuang kromium tinggi, yang tidak hanya memiliki ketahanan aus dari baja tuang paduan tinggi, tetapi juga dapat menahan tekanan, dan memiliki sifat mekanik yang lebih tinggi. .
Dalam bahan paduan lapisan pipa komposit tahan aus bimetal, kekerasan dan ketahanan aus adalah besi cor putih tahan aus berkromium tinggi dan baja cor tahan aus paduan berkualitas tinggi (secara kolektif disebut sebagai paduan tahan aus super keras). Fase keras besi tuang kromium tinggi adalah karbida tipe M7C3, kekerasannya mencapai HV1500 ~ 1800, sehingga memiliki ketahanan aus yang baik, dan karena struktur karbida tipe Ka ini seperti batang, memiliki ketangguhan tinggi. Berdasarkan bahan-bahan tradisional, logam langka dan zat pengerasan boron karbida ditambahkan, yang sangat meningkatkan kekerasan dan ketahanan lelah produk tradisional dan membuat ketahanan ausnya lebih baik daripada produk lain.
Proses ini cocok untuk persyaratan pengelasan coran pipa komposit bimetal:
1. Saat memasang pipa komposit bimetal, pipa dan garis tengah pipa harus sejajar untuk memastikan kedua ujung pipa tersambung secara akurat. Karena kekerasan tinggi dari lapisan paduan kromium tinggi, hanya pipa baja biasa di dinding luar yang dapat dilas, dan penetrasi harus dilakukan. Saat memotong di lokasi, mesin pemotong plasma harus dipilih untuk pemotongan di lokasi sesuai dengan ketebalan pipa komposit.
2. Pilih J507 batang las biasa dengan diameter φ4.0mm.
3. Umumnya, mesin las listrik DC digunakan untuk pengelasan, dan mesin las listrik AC juga dapat digunakan untuk pengelasan.
4. Setelah pengelasan bevel di kedua ujungnya selesai, gunakan lingkaran penguat di tengah pengelasan dan lanjutkan pengelasan dengan dinding luar pipa komposit untuk memastikan ketegasan pengelasan.
5. Hindari pengelasan di bawah 0 ℃ atau suhu dan kelembaban rendah.
6. Pengelasan titik, pengelasan simetris, dan kemudian pengelasan integral harus diadopsi untuk bagian pengelasan untuk menghindari retak pengecoran konsentrasi tegangan.
7. Untuk memastikan kualitas pengelasan pipa komposit bimetal, permukaan pengelasan harus dibersihkan untuk menghindari cacat seperti noda oli dan inklusi terak.
Decho adalah pemasok profesional pada pipa komposit bimetal, jika Anda membutuhkannya, silakan hubungi kami melalui email [email dilindungi]


