Pedido de tubo de aço sem costura revestido 3PE para o governo de Bangladesh entregue com sucesso
Como tubos enterrados que fornecem água, os tubos com revestimento anticorrosivo 3PE têm sido amplamente usados em projetos governamentais em vários países. Esta é a primeira vez que a Decho exporta tubos revestidos 3PE desde seu novo estabelecimento em 2018
O cliente para este pedido é um distribuidor de aço em Bangladesh. Ele está envolvido na venda de tubos de aço há quase 20 anos e tem uma boa relação de fornecimento com o governo de Bangladesh. Após várias comunicações por e-mail e telefone, a confiança do cliente na Decho é mais suficiente e uma quantidade total de contêiner é finalmente confirmada como o pedido de teste. Logo após o recebimento do pedido, a Decho resolveu as necessidades do cliente. Embora seja o tamanho de tubo de aço sem costura mais convencional, implementamos cada requisito em detalhes, não importando desde a espessura da parede até a espessura dos revestimentos 3pe, do método de embalagem até a marcação. Porque acreditamos firmemente que o atendimento de cada pequeno pedido é a pedra angular das transações contínuas no futuro.
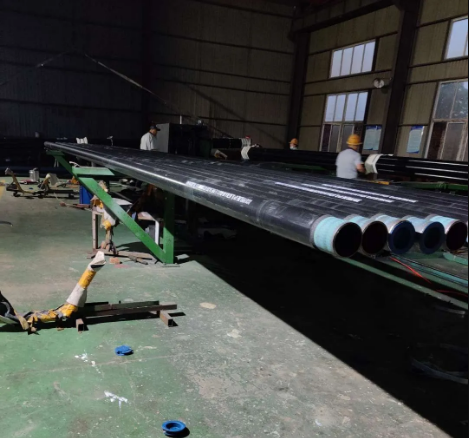
Recebemos um email informando que o cliente pretende se apressar para a data de embarque até 20 de dezembro, ao mesmo tempo, acabamos de receber L / C do banco. Entramos em contato com o departamento de logística com urgência para marcar uma posição no dia 20. E compramos o tubo sem costura em estoque no mesmo dia. Após o término do chanfro de processamento nos dois dias, o tubo descoberto finalmente chegou à fábrica de revestimento. A produção do revestimento 3PE começou pela manhã, ao meio-dia, o container entrou na fábrica. Fazemos o carregamento tanto quanto a produção. Até as 21:00 da noite, O carregamento terminou. Agora, o pedido do cliente foi carregado e chegará a Bangladesh em breve. O cliente foi informado de que este pedido poderia ser entregue em Bangladesh conforme sua expectativa. Ele reafirmou a eficiência do serviço da Decho e prometeu-nos que mais encomendas novas seriam entregues à Decho no futuro.
Este pedido é pequeno, mas a intenção original de atender os clientes não mudou. Independentemente do tamanho do pedido, a Decho é um bom parceiro para os clientes confiarem
Construindo o mundo e lutando pelo mundo, a Decho está fazendo o seu melhor.