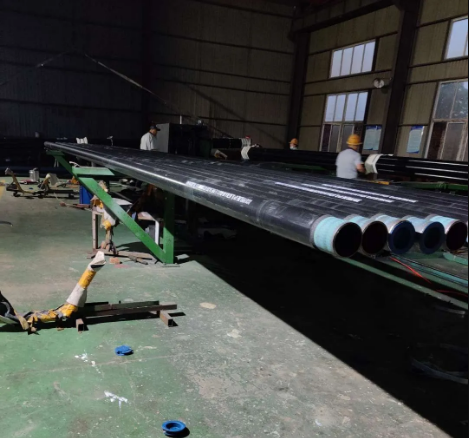
В качестве подземной трубы для подачи воды трубы с антикоррозийным покрытием 3PE широко используются в государственных проектах в различных странах. Decho впервые экспортирует трубы с покрытием из 3PE с момента открытия в 2018 году.
Заказчик этого заказа - дистрибьютор стали в Бангладеш. Он занимается продажей стальных труб почти 20 лет и поддерживает хорошие отношения с правительством Бангладеш. После нескольких обращений по электронной почте и телефону доверие клиентов к Decho стало более достаточным, и полное количество контейнера наконец подтверждено в качестве пробного заказа. Вскоре после получения заказа Decho разобрался с требованиями заказчика. Несмотря на то, что это самый обычный размер бесшовных стальных труб, мы подробно реализуем каждое требование, независимо от толщины стенок и толщины покрытий 3pe, от способа упаковки до маркировки. Потому что мы твердо убеждены в том, что выполнение каждого небольшого запроса является краеугольным камнем непрерывных транзакций в будущем.
Мы получили электронное письмо о том, что клиент намеревается поспешить к дате отгрузки до 20 декабря, в то же время мы только что получили аккредитив из банка. Срочно связались с отделом логистики, чтобы зарезервировать вакансию 20 числа. И в тот же день приобрели бесшовную трубу со склада. После обработки фаски в течение двух дней труба без покрытия прибыла на стан для нанесения покрытий. Производство покрытия 3ПЭ началось утром, в полдень тара поступила на завод. Погрузочные работы производим так же, как и производство. До 21:00 вечера погрузочные работы закончены. Теперь заказ клиента загружен и скоро прибудет в Бангладеш. Заказчику сообщили, что этот заказ может быть доставлен в Бангладеш, как он ожидал. Он высоко оценил эффективность обслуживания Дечо и пообещал нам, что в будущем Дечо будут переданы новые заказы.
Это небольшой заказ, но первоначальное намерение обслуживать клиентов не изменилось. Независимо от размера заказа, Decho - хороший партнер для клиентов, на которого можно положиться.
Строя мир и стремясь к нему, Дечо делает все возможное.
https://www.tjdecho.com/wp-content/uploads/2021/01/2.png800800Администраторhttps://www.tjdecho.com/wp-content/uploads/2021/01/decho-logo-web.pngАдминистратор2021-01-15 07:32:332021-01-15 07:32:33Заказ на бесшовные стальные трубы с покрытием 3PE для правительства Бангладеш успешно доставлен
Сталь YK30 - закаленная в масле углеродистая инструментальная сталь, часто используемая в штампах, приспособлениях, калибрах, ножах для бумаги, вспомогательных инструментах и т. Д.
Характеристика
Вакуумная дегазация очищенной стали стабильного качества;
Хорошая закаливаемость, закалка с масляным охлаждением (меньше закалки и деформации);
Хорошая прочность и износостойкость, прочные инструменты;
YK30 добавляет Mn и Cr на основе SK105 для улучшения прокаливаемости.
Приложения
Калибры, бритвы, напильники, режущие инструменты: температура отпуска 150 ~ 200 ℃;
Вырубной штамп, штамповочный штамп, гибочный штамп, чистовой штамп: температура отпуска 180 ~ 230 ℃;
Стальные стамески и режущие инструменты для деревообработки: температура отпуска 200 ~ 250 ℃.
Химический состав
Номер стали: YK30 JIS Соответствующий номер стали: SKS93
химический состав(%):
С: 1.00–1.10
Si: 0.15-0.50
Mn: 0.60–1.10
Cr: 0.10-0.50
P: 0.030 или меньше
S: менее 0.030
Твердость
Отжиг (HB) ≦ 217
Закалка и отпуск (HRC) ≦ 63
Точка трансформации YK30 (℃)
Ac725~765 Ar700~600 Ms150
Decho - профессиональный поставщик стали YK30. Если вам нужны какие-либо, пожалуйста, свяжитесь с нами по электронной почте [электронная почта защищена]
https://www.tjdecho.com/wp-content/uploads/2021/01/en-19-alloy-steel-round-bar-500x500.jpg800800Администраторhttps://www.tjdecho.com/wp-content/uploads/2021/01/decho-logo-web.pngАдминистратор2021-01-14 03:16:402021-03-11 06:50:21что такое инструментальная сталь YK30? Применение и термическая обработка стали YK30
Процесс производства стальных бесшовных труб в основном делится на два типа: холоднотянутые и горячекатаные. Производство стальных холоднокатаных бесшовных труб сложнее, чем стальных горячекатаных труб. Заготовка трубы должна сначала пройти трехвалковую непрерывную прокатку, а затем испытание на размер после экструзии. Если поверхность не реагирует на трещины, труба будет отрезана отрезным станком длиной около метра. Затем, вступая в процесс отжига, отжиг следует протравить кислотной жидкостью. При мариновании обратите внимание, не много ли на поверхности пузырей. Если имеется много пузырей, это означает, что качество стальной трубы не соответствует соответствующим стандартам.
Основные процессы производства горячекатаных бесшовных стальных труб (* основные процессы контроля):
Основной процесс производства холоднокатаных (тянутых) бесшовных стальных труб:
Подготовка заготовок → травление и смазка → холодная прокатка (волочение) → термообработка → правка → чистовая обработка → контроль
Как отличить горячекатаные трубы от холоднокатаных?
По длине стальные бесшовные холоднокатаные трубы короче горячекатаных бесшовных стальных труб. Толщина стенки холоднокатаных бесшовных стальных труб обычно меньше, чем у горячекатаных бесшовных стальных труб, но горячекатаные бесшовные стальные трубы выглядят ярче на поверхности, не имеют большого калибра и не имеют слишком большого количества заусенцев. В условиях поставки стальные бесшовные горячекатаные трубы обычно поставляются после горячекатаной или термообработки. После проверки качества горячекатаная бесшовная стальная труба должна быть тщательно отобрана инспекторами вручную. После проверки качества поверхность следует смазать маслом, а затем провести несколько экспериментов. После обработки горячей прокаткой следует провести эксперимент по прошивке. Если перфорация слишком большая, ее необходимо расправить. После правки он передается конвейером к дефектоскопу для эксперимента по обнаружению дефектов, и, наконец, наклеивается этикетка, оформляется спецификация и затем она помещается на склад.
Decho может поставить различные бесшовные стальные трубы с различными характеристиками и для различного использования. Если вас интересуют наши бесшовные стальные трубы, свяжитесь с нами. [электронная почта защищена]
Сталь и алюминий имеют разные химические и физические свойства, такие как температура плавления, коэффициент теплового расширения, модуль упругости и т. Д. При сварке стали и алюминия методом горячей сварки они столкнутся со многими проблемами, то есть алюминий и сталь склонны к образуют очень твердые и хрупкие фазы IMP (интерметаллическая фаза), чем больше подвод тепла при сварке, тем больше фаз IMP образуется. Эта стадия хрупкости серьезно нарушает статическую и динамическую прочность соединения и снижает его пластичность. Их основные физические отличия заключаются в следующем:
Сталь может плавить часть алюминия в твердом состоянии, но когда содержание алюминия превышает 12%, кристаллическая структура кардинально меняется, образуя очень твердую (250-520hv) и хрупкую смесь FeAL (сетка) и Fe3Al (сетка). При дальнейшем увеличении содержания алюминия в смеси Fe2Al, Fe2Al5 и FeAl3 обеспечивается более высокая твердость (600–1100 HV) и более высокая хрупкость. Этот хрупкий материал является результатом диффузии стали в алюминий или алюминия в сталь. Когда электрохимические потенциалы двух разных материалов различны, происходит молекулярная диффузия, чтобы компенсировать разность потенциалов. Чем больше разность потенциалов (E ~ 1.22 В для стали и алюминия), тем больше тенденция к диффузии.
Однако, когда толщина хрупкой фазы IMP сварного соединения составляет менее 10 мкм, его хрупкость становится менее важной и очевидной. В это время производительность заготовки в основном зависит от пластичности подложки. Коррозия - еще одна серьезная проблема, потому что электрохимический потенциал этих двух материалов полностью различается, что приводит к электролизу (эквивалентно батарее), в то время как потенциал алюминия очень низкий, а отрицательный электрод будет корродировать при электролизе. Таким образом, сварка стали и алюминия должна соответствовать двум требованиям:
Толщина фазы IMP на стыке <10 м
Предотвратить коррозию основного металла после сварки
Чтобы удовлетворить этим двум требованиям, требуется процесс с низким тепловложением, а затем требуется специальная сварочная проволока или антикоррозионная обработка сварных швов.
Технология CMT (Cold Metal Transfer) разработана на основе передачи короткого замыкания, и ее тепловложение намного ниже, чем при обычной сварке GMAW. Процесс такой: дуга горит, и проволока продвигается вперед, пока капля не укорачивается. В это время скорость подачи проволоки меняется на обратную, проволока протягивается назад, а ток и напряжение почти равны нулю. После формирования следующей петли дуга снова зажигается, и перенос капель начинается снова до повторного соединения провода. Средняя частота этого обратного / обратного движения достигает 70 Гц.
Удачный пример - сварка оцинкованной стали и алюминия. Сварочный эксперимент выглядит следующим образом: толщина алюминия 0.83 мм, наполнитель - алюминий-кремний, а паяльный шов формируется на поверхности стали путем плавления алюминия и цинка. Основное испытание толщиной 1 мм проводилось на стыке стали и алюминия. В следующей таблице представлена средняя интенсивность теста.
Потеря прочности зоны термического влияния в процессе переноса холодного металла неизбежна. При сварке и термообработке алюминиевого сплава прочность зоны термического влияния теряется на 30-40% из-за выделения кристаллов с образованием смешанной кристаллической структуры. Следовательно, зона термического влияния соединения является самой слабой частью соединения, а минимальная прочность на разрыв составляет около 60% от прочности материалов на основе алюминия. Для алюминиевых сплавов, закаленных естественным путем, прочность зоны термического влияния также снижается из-за перекристаллизации. Снижение прочности связано с подводом тепла во время предварительной обработки и сварки, а разрушение в основном происходит в зоне термического влияния.
Данные испытаний показывают, что сварка стали и алюминия возможна, но сталь должна быть оцинкована, а специальный процесс сварки с низким энергопотреблением является предпосылкой успеха. Сварные соединения имеют хорошую прочность на растяжение, коррозионную стойкость и сопротивление усталости, а хрупкая фаза IMP составляет менее 2.5 мкм, что является ключом к предотвращению хрупкого разрушения стыков стали-алюминия.
Decho является профессиональным поставщиком различного алюминия, стали, а также алюминиевых сплавов, изделий из стальных сплавов, а также материалов и изделий из металла со специальной обработкой. Если у вас есть такие потребности, пожалуйста, не стесняйтесь писать по электронной почте. [электронная почта защищена] .
https://www.tjdecho.com/wp-content/uploads/2021/01/u521453739529166395fm26gp0_副本1.jpg800800Администраторhttps://www.tjdecho.com/wp-content/uploads/2021/01/decho-logo-web.pngАдминистратор2021-01-08 09:55:452021-03-11 06:51:05Два важных фактора, влияющих на сварку стали и алюминия