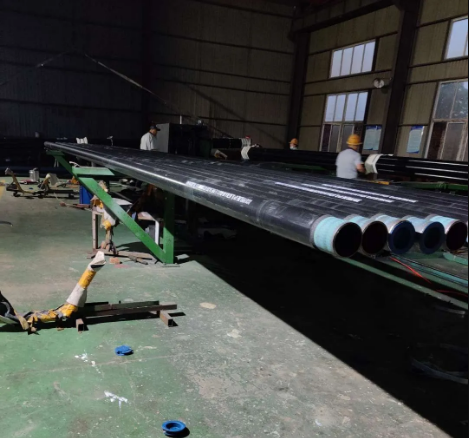
نظرًا لأن الأنابيب المدفونة التي تنقل المياه ، فقد تم استخدام الأنابيب المطلية المضادة للتآكل 3PE على نطاق واسع في المشاريع الحكومية في مختلف البلدان. هذه هي المرة الأولى التي تصدر فيها Decho الأنابيب المطلية 3PE منذ إنشائها الجديد في عام 2018
العميل لهذا الطلب هو موزع صلب في بنغلاديش. لقد شارك في مبيعات الأنابيب الفولاذية منذ ما يقرب من 20 عامًا ولديه علاقة إمداد جيدة مع حكومة بنغلاديش. بعد عدة اتصالات عبر البريد الإلكتروني والهاتف ، أصبحت ثقة العميل في Decho أكثر كفاية ، وتم تأكيد كمية الحاوية الكاملة في النهاية كأمر تجريبي. بعد وقت قصير من استلام الطلب ، قام Decho بفرز متطلبات العميل. على الرغم من أنه حجم الأنبوب الفولاذي غير الملحوم الأكثر تقليدية ، فإننا ننفذ كل متطلب بالتفصيل ، بغض النظر عن سمك الجدار إلى سمك الطلاء 3pe ، وطريقة التغليف إلى الوسم. لأننا نؤمن إيمانا راسخا بأن تلبية كل طلب صغير هو حجر الزاوية للمعاملات المستمرة في المستقبل.
تلقينا بريدًا إلكترونيًا يفيد بأن العميل ينوي الإسراع في موعد الشحن بحلول 20 ديسمبر ، وفي الوقت نفسه ، تلقينا للتو L / C من البنك. اتصلنا بقسم الخدمات اللوجستية على وجه السرعة لحجز وظيفة في اليوم العشرين. وقمنا بشراء الأنابيب غير الملحومة من المخزون في نفس اليوم. بعد انتهاء المعالجة في اليومين ، وصل الأنبوب المكشوف أخيرًا إلى مطحنة الطلاء. بدأ إنتاج طلاء 20PE في الصباح ، عند الظهر ، دخلت الحاوية إلى المصنع. نجعل أعمال التحميل مثل الإنتاج حتى الساعة 3:21 مساءً ، انتهت أعمال التحميل. الآن ، تم تحميل طلب العميل وسيصل إلى بنغلاديش قريبًا. تم إبلاغ العميل بإمكانية تسليم هذا الطلب إلى بنغلاديش حسب توقعاته. لقد أكد بشدة على كفاءة خدمة Decho ووعدنا بتسليم المزيد من الطلبات الجديدة إلى Decho في المستقبل.
هذا الطلب صغير ، لكن النية الأصلية لخدمة العملاء لم تتغير. بغض النظر عن حجم الطلب ، فإن Decho شريك جيد يمكن الاعتماد عليه للعملاء
بناء العالم والسعي نحو العالم ، Decho يبذل قصارى جهده.
https://www.tjdecho.com/wp-content/uploads/2021/01/2.png800800إداريhttps://www.tjdecho.com/wp-content/uploads/2021/01/decho-logo-web.pngإداري2021-01-15 07:32:332021-01-15 07:32:33تم تسليم طلب أنابيب الصلب غير الملحومة المطلية بـ 3PE لحكومة بنغلاديش بنجاح
YK30 steel عبارة عن فولاذ كربوني مُبرّد بالزيت ، وغالبًا ما يستخدم في ختم القوالب ، والتركيبات ، والمقاييس ، والسكاكين الورقية ، والأدوات المساعدة ، إلخ.
مميز
فراغ التفريغ الصلب المكرر مع نوعية مستقرة ؛
صلابة جيدة ، تصلب مبرد بالزيت (أقل تبريد وتشوه) ؛
متانة جيدة ومقاومة التآكل ، وأدوات متينة ؛
يضيف YK30 المنغنيز والكروم على أساس SK105 لتحسين الصلابة.
التطبيقات
المقاييس ، شفرات الحلاقة ، الملفات ، أدوات القطع: درجة الحرارة 150 200 ℃ ؛
يموت القطع ، ختم يموت ، يموت الانحناء ، يموت الانتهاء: درجة حرارة التقسية 180 230 ℃ ؛
إزميل الصلب وأدوات قطع النجارة: درجة حرارة 200 250 ℃.
التركيب الكيميائي
رقم الفولاذ: YK30 JIS رقم الفولاذ المطابق: SKS93
التركيب الكيميائي(٪):
ج: 1.00-1.10
سي: 0.15-0.50
مينيسوتا: 0.60-1.10
كر: 0.10-0.50
P: 0.030 أو أقل
S: أقل من 0.030
المعالجة الحرارية
درجة حرارة الكير: 1050 ~ 850
شروط المعالجة الحرارية:
التلدين: 750 ~ 780 ℃ تبريد بطيء
التبريد: 790 ~ 850 ℃ تبريد بالزيت
تلطيف: تبريد الهواء 150 ~ 200 ℃
عسر الماء
التلدين (HB): 217
التسقية والتلطيف (HRC) ≦ 63
نقطة تحول YK30 (℃)
Ac725~765 Ar700~600 Ms150
Decho هو مورد محترف على الفولاذ YK30. إذا كنت بحاجة إلى أي منها ، فلا تتردد في الاتصال بنا عبر البريد الإلكتروني [البريد الإلكتروني محمي]
تنقسم عملية إنتاج الأنابيب الفولاذية غير الملحومة بشكل أساسي إلى نوعين: المسحوب على البارد والمدلفن على الساخن تعتبر عملية إنتاج الأنابيب الفولاذية غير الملحومة المدرفلة على البارد أكثر تعقيدًا من تلك الخاصة بالأنابيب الفولاذية المدرفلة على الساخن. يجب أن يكون قضيب الأنبوب أولاً تحت درفلة مستمرة بثلاث أسطوانات ، ثم اختبار التحجيم بعد البثق. إذا لم يستجب السطح للشقوق ، فسيتم قطع الأنبوب بآلة قطع بطول متر واحد تقريبًا. ثم الدخول في عملية التلدين ، يجب أن يتم تخليل التلدين بسائل حمضي. عند التخليل ، انتبه لما إذا كان هناك الكثير من البثور على السطح. إذا كان هناك الكثير من التقرحات ، فهذا يعني أن جودة الأنابيب الفولاذية لا تلبي المعايير المقابلة.
عمليات الإنتاج الرئيسية لأنابيب الصلب غير الملحومة المدرفلة على الساخن (* عمليات التفتيش الرئيسية):
إعداد وفحص قضبان الأنبوب * ← تسخين قضبان الأنبوب ← ثقب ← لف الأنبوب ← إعادة تسخين الأنابيب الفولاذية ← قطر ثابت (منخفض) ← معالجة حرارية * ← استقامة الأنبوب النهائي ← تشطيب ← فحص * (فحص مقاعد البدلاء غير مدمر وفيزيائي وكيميائي) → التخزين
عملية الإنتاج الرئيسية لأنابيب الصلب غير الملحومة المدرفلة على البارد (المسحوب):
كيف نميز الأنابيب المدرفلة على الساخن والأنابيب المدرفلة على البارد؟
من حيث الطول ، تكون الأنابيب الفولاذية غير الملحومة المدرفلة على البارد أقصر من الأنابيب الفولاذية غير الملحومة المدرفلة على الساخن. سمك جدار الأنابيب الفولاذية غير الملحومة المدلفنة على البارد يكون عمومًا أرق من سمك الأنابيب الفولاذية غير الملحومة المدلفنة على الساخن ، لكن الأنابيب الفولاذية غير الملحومة المدلفنة على الساخن تبدو أكثر إشراقًا على السطح بدون عيار كبير ولا يوجد الكثير من نتوءات. يتم تسليم شروط تسليم الأنابيب الفولاذية غير الملحومة المدرفلة على الساخن بشكل عام بعد المعالجة الحرارية أو المعالجة الحرارية. بعد فحص الجودة ، يجب أن يتم اختيار الأنبوب الفولاذي غير الملحوم المدلفن على الساخن يدويًا من قبل المفتشين. بعد فحص الجودة ، يجب أن يتأهل السطح ، ثم يتبعه تجارب متعددة. بعد المعالجة بالدرفلة على الساخن ، يجب إجراء تجربة الثقب. إذا كان الثقب كبيرًا جدًا ، فيجب تقويمه. بعد الاستقامة ، يتم نقلها بواسطة الناقل إلى كاشف الخلل لتجربة اكتشاف الخلل ، وفي النهاية يتم لصق الملصق ، وترتيب المواصفات ، ثم يتم وضعها في المستودع.
ديشو قادرة على توفير العديد من الأنابيب الفولاذية غير الملحومة بمواصفات مختلفة وللاستخدامات المختلفة ، إذا كنت مهتمًا بأنابيب الصلب غير الملحومة الخاصة بنا ، فيرجى الاتصال [البريد الإلكتروني محمي]
https://www.tjdecho.com/wp-content/uploads/2021/01/3.jpg800800إداريhttps://www.tjdecho.com/wp-content/uploads/2021/01/decho-logo-web.pngإداري2021-01-13 06:43:272021-03-11 06:50:41كيف يتم إنتاج الأنابيب الفولاذية غير الملحومة؟
يتميز الفولاذ والألمنيوم بخصائص كيميائية وفيزيائية مختلفة ، مثل نقطة الانصهار ، ومعامل التمدد الحراري ، ومعامل المرونة ، وما إلى ذلك. عند لحام الفولاذ والألمنيوم عن طريق عملية اللحام الساخن ، سيواجهون العديد من المشكلات ، أي أن الألمنيوم والصلب عرضة تشكل أطوار IMP شديدة الصلابة وهشة (المرحلة البينية المعدنية) ، وكلما زاد إدخال حرارة اللحام ، يتم إنشاء المزيد من مراحل IMP. هذه المرحلة الهشة تدمر بشدة القوة الساكنة والديناميكية للمفصل وتقلل من ليونة المفصل. الاختلافات الجسدية الرئيسية هي كما يلي:
يمكن للصلب إذابة جزء من الألومنيوم في حالة صلبة ، ولكن عندما يتجاوز محتوى الألومنيوم 12٪ ، يتغير الهيكل البلوري بشكل أساسي ، مكونًا خليطًا صلبًا للغاية (250-520hv) وهشًا من FeAL (شبكة) و Fe3Al (شبكة). في حالة زيادة محتوى الألمنيوم في خليط Fe2Al و Fe2Al5 و FeAl3 بشكل أكبر ، يتم توفير صلابة أعلى (600-1100 HV) وهشاشة أعلى. هذه المادة الهشة هي نتيجة انتشار الفولاذ في الألومنيوم أو الألومنيوم في الفولاذ. عندما تختلف الإمكانات الكهروكيميائية لمادتين مختلفتين ، يحدث الانتشار الجزيئي لتعويض فرق الجهد. كلما زاد فرق الجهد (E ~ 1.22v من الفولاذ والألمنيوم) ، زاد ميل الانتشار.
ومع ذلك ، عندما يكون سمك طور هشاشة IMP للمفصل الملحوم أقل من 10 أمتار ، يصبح هشاشتها أقل أهمية وواضحة. في هذا الوقت ، يعتمد أداء قطعة العمل بشكل أساسي على ليونة الركيزة. التآكل هو مشكلة رئيسية أخرى ، لأن الإمكانات الكهروكيميائية لهاتين المادتين مختلفة تمامًا ، مما يؤدي إلى التحليل الكهربائي (ما يعادل البطارية) ، في حين أن إمكانات الألومنيوم منخفضة جدًا ، وسوف يتآكل القطب السالب مع التحليل الكهربائي. باختصار ، يحتاج لحام الفولاذ والألمنيوم إلى تلبية متطلبين:
سمك طور IMP عند المفصل <10 م
منع تآكل المعادن الأساسية بعد اللحام
من أجل تلبية هذين المطلبين ، يلزم إجراء عملية إدخال حرارة منخفضة ، ومن ثم يلزم استخدام سلك لحام خاص أو معالجة مقاومة للتآكل في اللحام.
تم تطوير تقنية CMT (نقل المعادن الباردة) على أساس نقل الدائرة القصيرة ، ومدخلاتها الحرارية أقل بكثير من لحام GMAW العادي. العملية هي: احتراق القوس ، ويتم دفع السلك للأمام حتى يتم تقصير القطرة. في هذا الوقت ، يتم عكس سرعة تغذية السلك ، ويسحب السلك للخلف ، ويكون التيار والجهد صفرًا تقريبًا. بعد تشكيل الحلقة التالية ، يُشعل القوس من جديد ، ويبدأ نقل القطيرات مرة أخرى قبل إعادة توصيل السلك. متوسط تكرار هذه الحركة المرتدة / التراجع يصل إلى 70 هرتز.
مثال ناجح يعتمد على لحام الفولاذ المجلفن والألمنيوم. تكون تجربة اللحام كالتالي: سماكة الألمنيوم 0.83 مم ، الحشو من مادة الألمنيوم والسيليكون ، ويتم تشكيل خط اللحام بالنحاس على سطح الفولاذ عن طريق صهر الألومنيوم والزنك. تم إجراء اختبار أساسي 1 مم عند تقاطع الفولاذ والألمنيوم. الجدول التالي هو متوسط كثافة الاختبار.
إن فقدان قوة المنطقة المتأثرة بالحرارة أثناء عملية نقل المعدن البارد أمر لا مفر منه. أثناء اللحام والمعالجة الحرارية لسبائك الألومنيوم ، تفقد قوة المنطقة المتأثرة بالحرارة 30-40٪ بسبب ترسيب البلورات لتشكيل بنية بلورية مختلطة. لذلك ، فإن المنطقة المتأثرة بالحرارة للمفصل هي أضعف جزء في المفصل ، وأقل مقاومة شد تبلغ حوالي 60٪ من تلك الموجودة في المواد التي أساسها الألومنيوم. بالنسبة لسبائك الألومنيوم المتصلدة بشكل طبيعي ، يتم أيضًا تقليل قوة المنطقة المتأثرة بالحرارة بسبب إعادة التبلور. يرتبط تقليل القوة بمدخلات الحرارة أثناء المعالجة المسبقة واللحام ، ويحدث الكسر بشكل أساسي في المنطقة المتأثرة بالحرارة.
تُظهر بيانات الاختبار أن لحام الفولاذ والألمنيوم ممكن ، ولكن يجب أن يكون الفولاذ مجلفنًا ، وتعد عملية اللحام منخفضة الطاقة الخاصة شرطًا أساسيًا للنجاح. تتميز الوصلات الملحومة بقوة شد جيدة ومقاومة للتآكل ومقاومة للإجهاد ، كما أن مرحلة هشاشة IMP أقل من 2.5 متر ، وهو المفتاح لمنع الكسر الهش لمفاصل الصلب والألمنيوم.
Decho هي مورد محترف للعديد من الألمنيوم والفولاذ وسبائك الألومنيوم ومنتجات سبائك الصلب والمواد والمنتجات المعدنية ذات المعالجة الخاصة ، إذا كانت لديك مثل هذه الاحتياجات ، فالرجاء عدم التردد في إرسال بريد إلكتروني [البريد الإلكتروني محمي] .
https://www.tjdecho.com/wp-content/uploads/2021/01/u521453739529166395fm26gp0_副本1.jpg800800إداريhttps://www.tjdecho.com/wp-content/uploads/2021/01/decho-logo-web.pngإداري2021-01-08 09:55:452021-03-11 06:51:05عاملان مهمان يؤثران على لحام الفولاذ والألمنيوم