バイメタル複合パイプの溶接プロセス
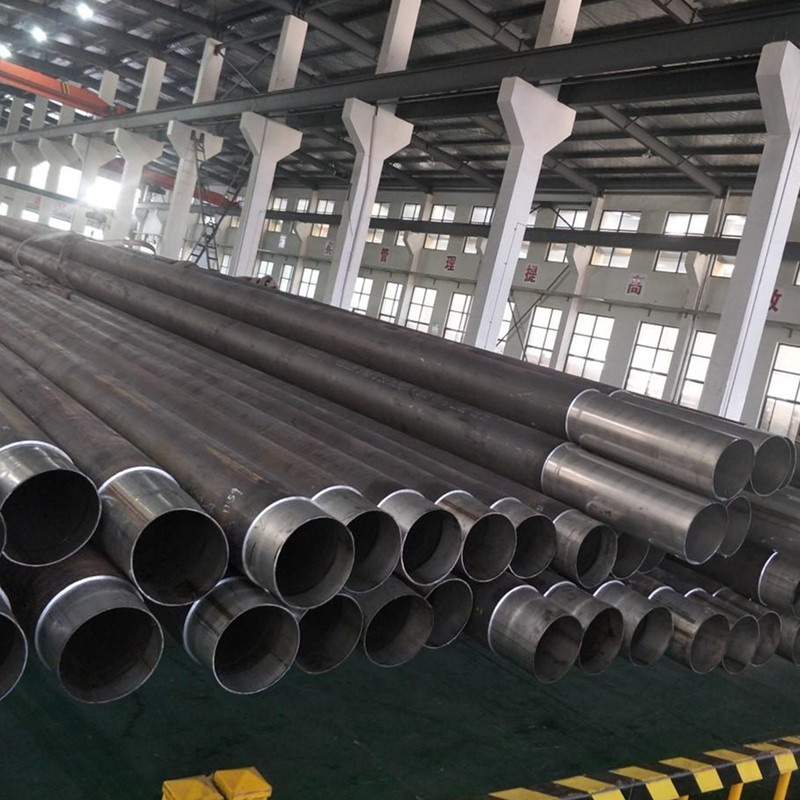
バイメタル耐摩耗性複合パイプの外壁は、通常のシームレス鋼管でできており、遠心成形プロセスによって高クロム鋳鋼のライニングが配合されています。 エルボの外壁はエビエルボ、内層は高合金鋳鋼の耐摩耗性に優れ、機械的特性の高い高クロム鋳鋼を採用しています。 。
バイメタル耐摩耗性複合パイプライニング合金材料では、硬度と耐摩耗性は、高クロム耐摩耗性の白い鋳鉄と高品質の合金耐摩耗性鋳鋼(総称して超耐摩耗性合金)です。 高クロム鋳鉄の硬質相はM7C3型炭化物で、硬度がHV1500〜1800に達するため耐摩耗性に優れ、このKa型炭化物の構造は棒状であるため靭性が高くなっています。 従来の成分に基づいて、レアメタルと炭化ホウ素硬化剤が添加され、従来の製品の硬度と耐疲労性が大幅に向上し、他の製品よりも耐摩耗性が向上しています。
このプロセスは、バイメタル複合パイプ鋳造の溶接要件に適しています。
1.バイメタル複合パイプを取り付けるときは、パイプとパイプの中心線を揃えて、パイプの両端が正確に接続されていることを確認する必要があります。 高クロム合金ライニングは硬度が高いため、外壁の通常の鋼管しか溶接できず、溶け込みを行う必要があります。 現場で切断する場合は、複合パイプの太さに応じてプラズマ切断機を選択して現場で切断する必要があります。
2.直径φ507mmのJ4.0通常溶接棒を選択します。
3.溶接には一般に直流電気溶接機が使用され、溶接には交流電気溶接機も使用できます。
4.両端のベベル溶接が完了したら、溶接の中央にある補強フープを使用し、複合パイプの外壁で溶接を続けて、溶接の堅さを確保します。
5℃または低温多湿下での溶接は避けてください。
6.応力集中鋳造割れを避けるために、部品の溶接にはスポット溶接、対称溶接、そして一体溶接を採用する必要があります。
7.バイメタル複合パイプの溶接品質を確保するために、溶接面を洗浄して、油汚れやスラグ介在物などの欠陥を回避する必要があります。
Dechoはバイメタル複合パイプの専門サプライヤーです。必要な場合は、plsからメールでお問い合わせください。 [メール保護]


