방글라데시 정부를위한 3PE 코팅 이음매없는 강관 주문 성공
물을 공급하는 매립 관으로 3PE 방청 코팅 관은 여러 국가의 정부 프로젝트에 널리 사용되었습니다. 데 초가 3 년 신설 이래 2018PE 코팅 파이프 수출은 이번이 처음이다.
이 주문의 고객은 방글라데시의 철강 유통 업체입니다. 그는 거의 20 년 동안 강관 판매에 종사해 왔으며 방글라데시 정부와 좋은 공급 관계를 맺고 있습니다. 여러 번의 이메일 및 전화 통신 후 Decho에 대한 고객의 신뢰가 더 충분하고 전체 컨테이너 수량이 마침내 시험 주문으로 확인됩니다. 주문을받은 직후 Decho는 고객의 요구 사항을 분류했습니다. 가장 일반적인 이음매없는 강철 튜브 크기이지만 벽 두께에서 3pe 코팅의 두께, 포장 방법, 마킹에 이르기까지 각 요구 사항을 세부적으로 구현합니다. 우리는 모든 작은 요청의 이행이 미래의 지속적인 거래의 초석이라고 굳게 믿기 때문입니다.
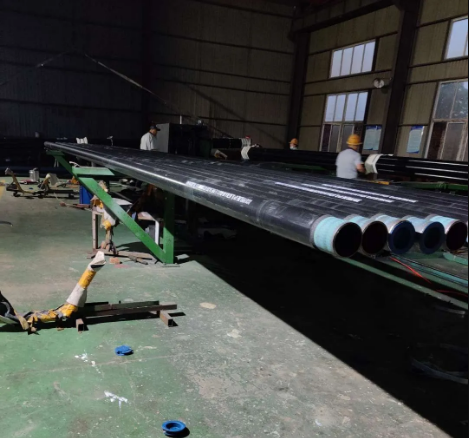
우리는 고객이 20 월 20 일까지 선적 일까지 서두르 겠다는 이메일을 받았으며 동시에 은행으로부터 L / C를 받았습니다. 우리는 3 일 직책을 예약하기 위해 물류 부서에 긴급하게 연락했습니다. 그리고 우리는 같은 날 재고에서 이음매없는 파이프를 구입했습니다. 이틀간의 가공 베벨 종료 후, 베어 파이프가 마침내 코팅 공장에 도착했습니다. 21PE 코팅 생산은 오전에 시작되어 정오에 컨테이너가 공장에 들어갔다. 로딩 작업은 제작과 마찬가지로 진행합니다. 저녁 00:XNUMX까지 로딩 작업이 완료되었습니다. 이제 고객의 주문이로드되었으며 곧 방글라데시에 도착할 것입니다. 고객은이 주문이 예상대로 방글라데시로 배송 될 수 있다는 안내를 받았습니다. 그는 Decho의 서비스 효율성을 높이 평가하고 앞으로 더 많은 새로운 주문이 Decho에 넘겨 질 것이라고 약속했습니다.
이 주문은 적지 만 고객에게 서비스를 제공하려는 원래 의도는 변경되지 않았습니다. ㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ ㅇㅇㅇ 주문 규모에 관계없이 Decho는 고객이 신뢰할 수있는 좋은 파트너입니다.
세상을 만들고 세상을 위해 노력하는 데초는 최선을 다하고 있습니다.