바이메탈 복합 파이프의 용접 공정
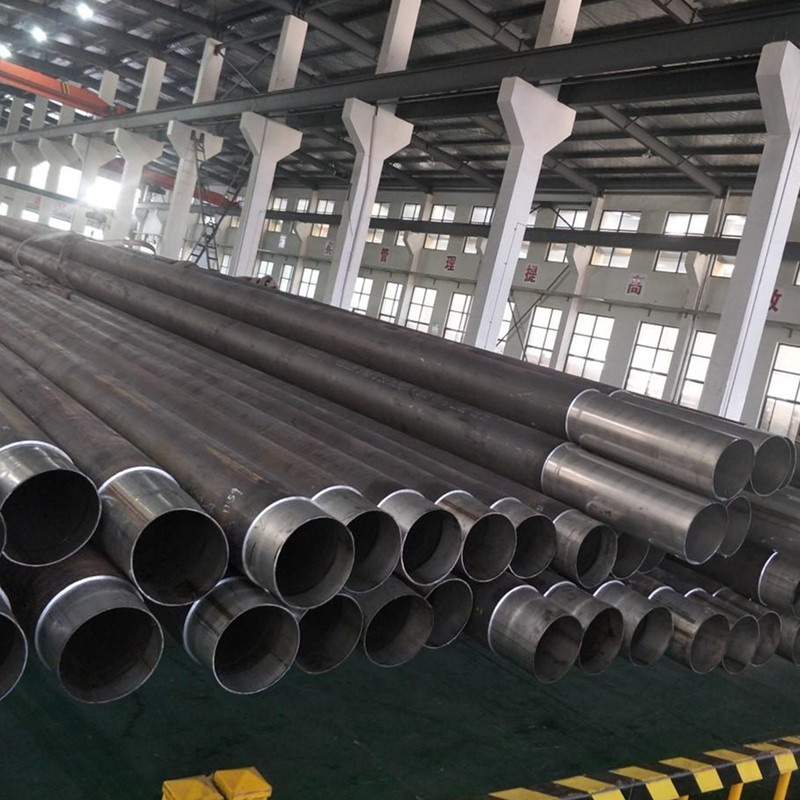
바이메탈 내마모성 복합 파이프의 외벽은 원심 성형 공정을 통해 높은 크롬 주강 라이닝으로 합성 된 일반 이음매없는 강관으로 만들어집니다. 팔꿈치의 외벽은 새우 팔꿈치로 만들어졌으며 내부 층은 고 합금 주강의 내마모성을 가질뿐만 아니라 압력을 견딜 수 있고 기계적 특성이 더 높은 고 크롬 주강으로 만들어졌습니다. .
바이메탈 내마모성 복합 파이프 라이닝 합금 소재에서 경도와 내마모성은 고 크롬 내마모성 백색 주철 및 고품질 합금 내마모성 주강 (통칭 초경 마모 합금이라고 함)입니다. 고 크롬 주철의 경질상은 M7C3 형 초경이고 경도는 HV1500 ~ 1800에 달하여 내마모성이 우수하며, Ka 형 초경의 구조가 막대 모양이기 때문에 인성이 높다. 전통적인 성분을 기반으로 희귀 금속 및 탄화 붕소 경화제가 첨가되어 기존 제품의 경도와 피로 저항이 크게 증가하고 다른 제품보다 내마모성이 우수합니다.
이 공정은 바이메탈 복합 파이프 주조의 용접 요구 사항에 적합합니다.
1. 바이메탈 복합관을 설치할 때 배관의 양단이 정확하게 연결되도록 배관과 배관의 중심선을 정렬해야합니다. 고 크롬 합금 라이닝은 경도가 높기 때문에 외벽의 일반 강관 만 용접이 가능하며 관통이 필요합니다. 현장 절단시 복합 파이프의 두께에 따라 현장 절단을 위해 플라즈마 절단기를 선택해야합니다.
2. 직경 φ507mm의 J4.0 일반 용접봉을 선택하십시오.
3. 일반적으로 용접에는 직류 전기 용접기를 사용하고 용접에는 교류 전기 용접기를 사용할 수도 있습니다.
4. 양단 베벨 용접이 완료된 후 용접 중간에 보강 후프를 사용하고 복합 파이프 외벽과 용접을 계속하여 용접의 견고성을 확보합니다.
5. 0 ℃ 또는 저온 다습에서 용접하지 마십시오.
6. 용접부 위에는 스폿 용접, 대칭 용접, 일체 용접을하여 응력 집중 주조 균열을 방지해야합니다.
7. 바이메탈 복합 파이프의 용접 품질을 보장하기 위해 용접 표면을 청소하여 오일 얼룩 및 슬래그 포함과 같은 결함을 방지해야합니다.
Decho는 바이메탈 복합 파이프에 대한 전문 공급 업체입니다. 필요한 경우 pls는 이메일로 문의하십시오. [이메일 보호]


