Bestelling van 3PE gecoate naadloze stalen buizen voor de regering van Bangladesh met succes opgeleverd
Als begraven buis die water levert, zijn 3PE-buizen met anticorrosiecoating op grote schaal gebruikt in overheidsprojecten in verschillende landen. Dit is de eerste keer dat Decho 3PE-gecoate buizen exporteert sinds de nieuwe oprichting in 2018
De klant voor deze order is een staaldistributeur in Bangladesh. Hij houdt zich al bijna 20 jaar bezig met de verkoop van stalen buizen en heeft een goede leveringsrelatie met de regering van Bangladesh. Na verschillende e-mail- en telefonische communicatie is het vertrouwen van de klant in Decho meer voldoende en wordt een volledige containerhoeveelheid uiteindelijk bevestigd als de proefbestelling. Kort nadat de bestelling was ontvangen, loste Decho de wensen van de klant op. Hoewel het de meest conventionele naadloze stalen buismaat is, implementeren we elke vereiste in detail, ongeacht de wanddikte tot de dikte van de 3PE-coatings, de verpakkingsmethode tot de markering. Omdat we er vast van overtuigd zijn dat de vervulling van elk klein verzoek de hoeksteen is van continue transacties in de toekomst.
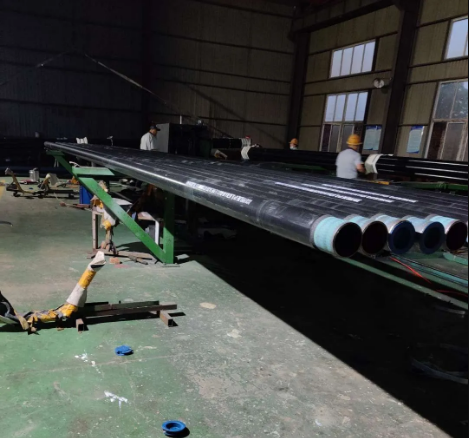
We hebben een e-mail ontvangen dat de klant van plan is om tegen 20 december naar de verzenddatum te gaan, terwijl we net L / C van de bank hebben ontvangen. We hebben met spoed contact opgenomen met de logistieke afdeling om op de 20e een plaats te boeken. En we kochten de naadloze buis dezelfde dag nog uit voorraad. Na het schuine einde van de bewerking op de twee dagen, kwam de kale buis uiteindelijk aan bij de coatingfabriek. De productie van 3PE-coating startte 's ochtends,' s middags kwam de container de fabriek binnen. We maken het laadwerk als tijdens de productie. Tot 21:00 uur 's avonds is het laadwerk afgelopen. Nu is de bestelling van de klant geladen en komt deze binnenkort in Bangladesh aan. De klant kreeg te horen dat deze bestelling naar verwachting in Bangladesh kon worden afgeleverd. Hij bevestigde ten zeerste de efficiëntie van Decho's service en beloofde ons dat in de toekomst meer nieuwe bestellingen aan Decho zouden worden overgedragen.
Deze bestelling is klein, maar de oorspronkelijke bedoeling om klanten te bedienen is niet veranderd. Hoe groot de order ook is, Decho is een goede partner voor klanten om op te vertrouwen
Bouwen aan de wereld en streven naar de wereld, Decho doet zijn best.