Процес на заваряване на биметална композитна тръба
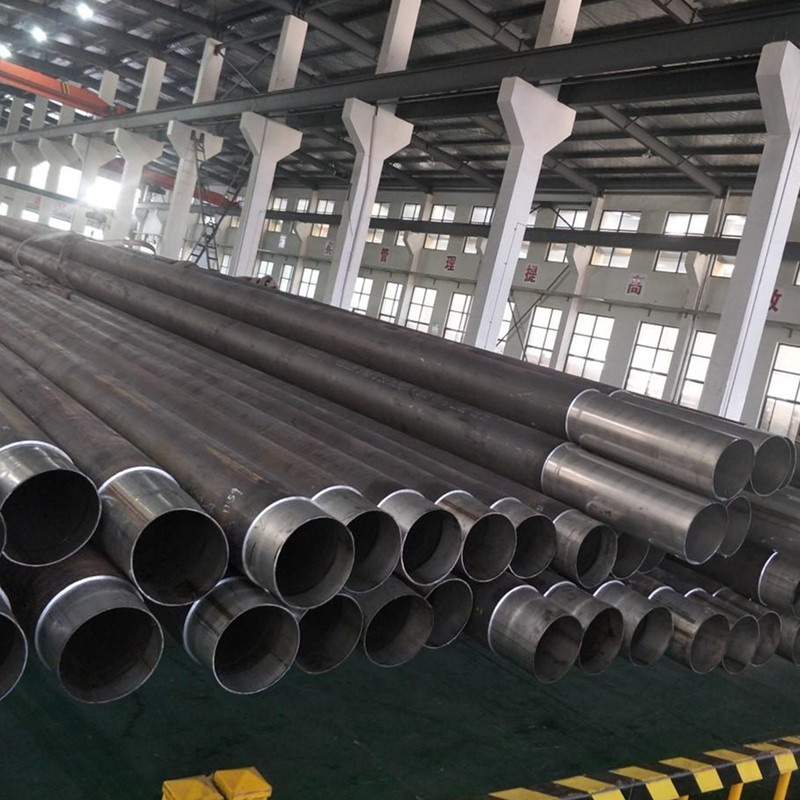
Външната стена на биметалната композитна тръба, устойчива на износване, е направена от обикновена безшевна стоманена тръба, която е комбинирана с високохромирана стоманена облицовка чрез процес на центробежно формоване. Външната стена на лакътя е направена от лакти за скариди, а вътрешният слой е от високохромирана отлита стомана, която не само има устойчивост на износване на високолегирана чугунена стомана, но също така може да издържи на натиск и има по-високи механични свойства .
В биметалния композитен сплавен материал за облицовка на тръби, твърдостта и устойчивостта на износване са високохромен износоустойчив бял чугун и висококачествена сплав, износоустойчива чугунена стомана (наричана съвместно супер твърда износоустойчива сплав). Твърдата фаза на високохромен чугун е карбид тип M7C3, твърдостта му достига HV1500 ~ 1800, така че има добра устойчивост на износване и тъй като структурата на този карбид от тип Ka е пръчковидна, има висока жилавост. На базата на традиционни съставки се добавят редки метали и бор-карбидни втвърдяващи агенти, което значително увеличава твърдостта и устойчивостта на умора на традиционните продукти и прави тяхната износоустойчивост по-добра от другите продукти.
Този процес е подходящ за изисквания към заваряване на биметални композитни отливки:
1. Когато инсталирате биметалната композитна тръба, тръбата и централната линия на тръбата трябва да бъдат подравнени, за да се гарантира, че двата края на тръбата са свързани правилно. Поради високата твърдост на облицовката с високохромна сплав могат да се заваряват само обикновени стоманени тръби на външната стена и трябва да се извърши проникване. При рязане на място трябва да бъде избрана машина за плазмено рязане за рязане на място според дебелината на композитната тръба.
2. Изберете обикновен заваръчен прът J507 с диаметър φ4.0mm.
3. Обикновено за заваряване се използва DC машина за електрическо заваряване, а за заваряване може да се използва и машина за електрическо заваряване AC.
4. След като фасовото заваряване в двата края приключи, използвайте армиращия обръч в средата на заваръчния шев и продължете заваряването с външната стена на композитната тръба, за да осигурите стабилността на заваръчния шев.
5. Избягвайте заваряване под 0 ℃ или ниска температура и влажност.
6. Точково заваряване, симетрично заваряване и след това интегрално заваряване трябва да бъдат използвани за заваряване на части, за да се избегне напукване при концентрация на напрежение.
7. За да се осигури качеството на заваряване на биметалната композитна тръба, заваръчната повърхност трябва да се почисти, за да се избегнат дефекти като маслени петна и включвания на шлака.
Decho е професионален доставчик на биметални композитни тръби, ако имате нужда, моля свържете се с нас по имейл [имейл защитен]


