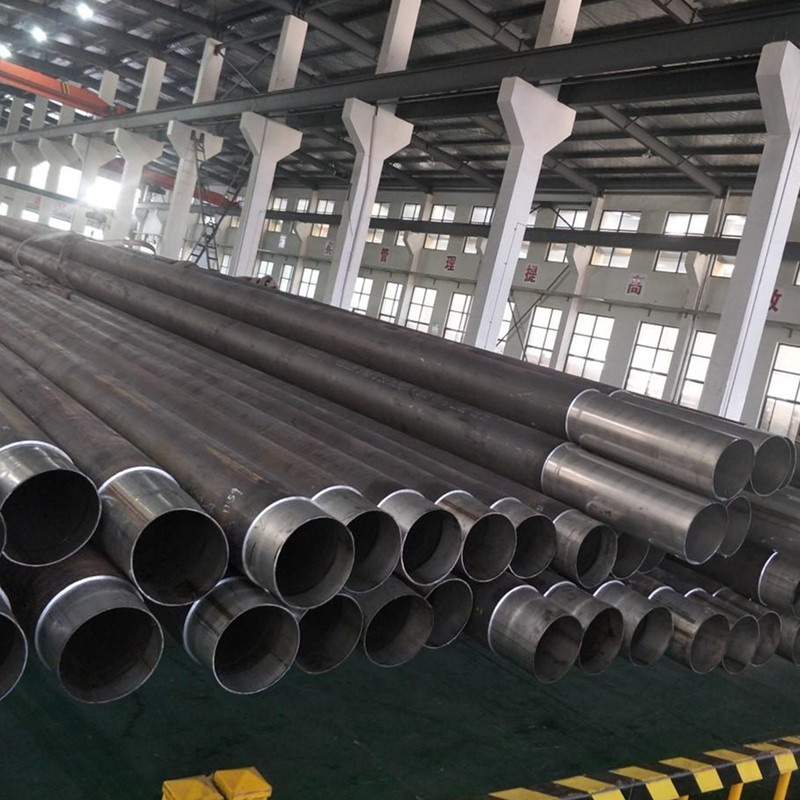
Proces svařování bimetalové kompozitní trubky
Vnější stěna bimetalového kompozitního potrubí odolného proti opotřebení je vyrobena z obyčejné bezešvé ocelové trubky, která je spojena s podšívkou z vysoce lité oceli odstředivým procesem tváření. Vnější stěna lokte je vyrobena z loketů s krevetami a vnitřní vrstva je z lité oceli s vysokým obsahem chromu, která má nejen odolnost proti opotřebení z vysoce legované lité oceli, ale také odolává tlaku a má vyšší mechanické vlastnosti .
U bimetalového kompozitního materiálu odolného proti opotřebení ze slitiny trubek je tvrdostí a odolností proti opotřebení vysoce chromová bílá litina odolná proti opotřebení a vysoce kvalitní slitinová ocel odolná proti opotřebení (souhrnně označovaná jako velmi tvrdá slitina odolná proti opotřebení). Tvrdou fází litiny s vysokým obsahem chrómu je karbid typu M7C3, jeho tvrdost dosahuje HV1500 ~ 1800, takže má dobrou odolnost proti opotřebení a protože struktura tohoto karbidu typu Ka je ve tvaru tyče, má vysokou houževnatost. Na základě tradičních přísad se přidávají vzácné kovy a tvrdidla karbidu boru, což výrazně zvyšuje tvrdost a odolnost proti únavě tradičních výrobků a zvyšuje jejich odolnost proti opotřebení než u jiných výrobků.
Tento proces je vhodný pro požadavky na svařování bimetalových kompozitních trubkových odlitků:
1. Při instalaci bimetalové kompozitní trubky by měla být trubka a střed potrubí vyrovnány, aby bylo zajištěno přesné spojení obou konců trubky. Vzhledem k vysoké tvrdosti obložení z vysoké chromové slitiny lze na vnější stěně svařovat pouze běžné ocelové trubky a je nutné provést penetraci. Při řezání na místě je nutné pro řezání na místě zvolit plazmový řezací stroj podle tloušťky kompozitního potrubí.
2. Vyberte běžnou svařovací tyč J507 o průměru φ4.0 mm.
3. Obecně se pro svařování používá stejnosměrný elektrický svařovací stroj a pro svařování lze použít také elektrický svařovací stroj střídavého proudu.
4. Po dokončení zkosení na obou koncích použijte výztužný třmen uprostřed svaru a pokračujte ve svařování s vnější stěnou kompozitní trubky, abyste zajistili pevnost svaru.
5. Vyvarujte se svařování pod 0 ° C nebo při nízké teplotě a vlhkosti.
6. Pro svařování dílů by mělo být použito bodové svařování, symetrické svařování a pak integrální svařování, aby se zabránilo praskání odlitku na základě koncentrace.
7. Aby se zajistila kvalita svařování bimetalové kompozitní trubky, měl by se svařovací povrch očistit, aby se zabránilo vadám, jako jsou olejové skvrny a struskové vměstky.
Decho je profesionální dodavatel bimetalových kompozitních trubek, pokud potřebujete, kontaktujte nás e-mailem [chráněno e-mailem]


