Bimetallikomposiittiputken hitsausprosessi
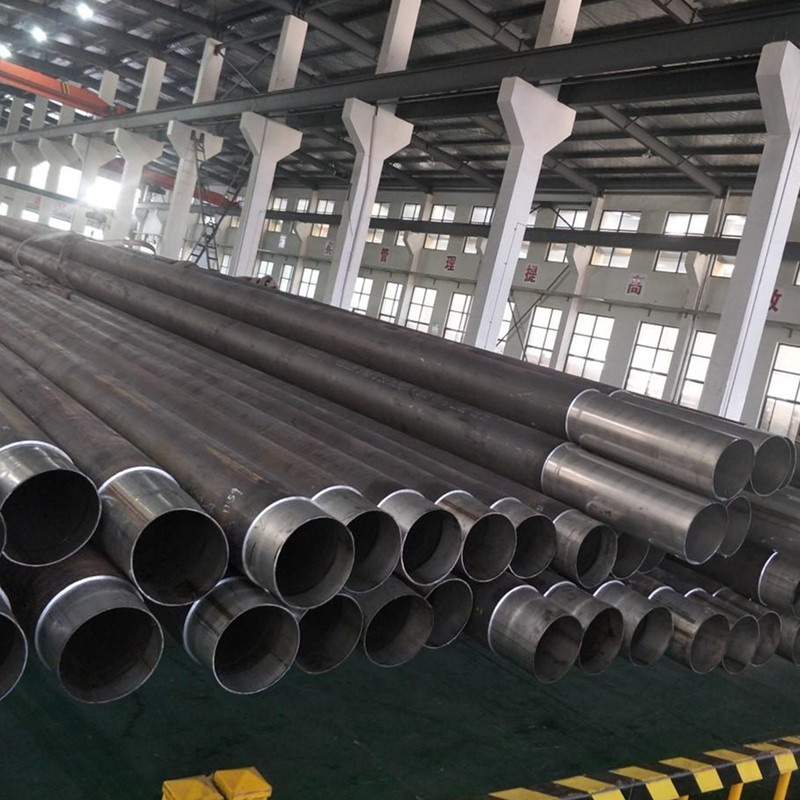
Bimetallikulutusta kestävän komposiittiputken ulkoseinä on valmistettu tavallisesta saumattomasta teräsputkesta, johon on yhdistetty korkea kromivaluteräksinen vuori keskipakomuodostusprosessin kautta. Kyynärpään ulkoseinä on valmistettu katkarapujen kyynärpäistä, ja sisäkerros on valmistettu korkeakromisesta valuteräksestä, jolla on paitsi korkeaseosteisen valuteräksen kulutuskestävyys, mutta se kestää myös painetta ja jolla on korkeammat mekaaniset ominaisuudet .
Bimetallikestävässä komposiittiputkivuorausseosmateriaalissa kovuus ja kulumiskestävyys ovat korkean kromin kulutusta kestävää valkoista valurautaa ja korkealaatuista seostettua kulutusta kestävää valuterästä (jäljempänä yhteisesti nimitystä erittäin kova kulutusta kestävä seos). Korkeakromisen valuraudan kova faasi on M7C3-tyyppistä karbidia, sen kovuus saavuttaa HV1500 ~ 1800, joten sillä on hyvä kulutuskestävyys, ja koska tämän Ka-tyyppisen karbidin rakenne on sauvamainen, sillä on korkea sitkeys. Perinteisten ainesosien perusteella lisätään harvinaisia metalleja ja boorikarbidikovettimia, mikä lisää huomattavasti perinteisten tuotteiden kovuutta ja väsymiskestävyyttä ja parantaa niiden kulutuskestävyyttä kuin muut tuotteet.
Tämä prosessi soveltuu bimetallikomposiittiputkivalujen hitsausvaatimuksiin:
1. Kun asennat bimetallikomposiittiputkea, putken ja putken keskilinjan tulee olla linjassa sen varmistamiseksi, että putken kaksi päätä on liitetty oikein. Korkean kromiseosvuoren kovuuden vuoksi vain tavalliset teräsputket ulkoseinässä voidaan hitsata ja tunkeutuminen on suoritettava. Leikkaamalla työmaalla on valittava plasmaleikkauskone työmaalla tapahtuvaan leikkaamiseen komposiittiputken paksuuden mukaan.
2. Valitse tavallinen J507-hitsaussauva, jonka halkaisija on φ4.0 mm.
3. Yleensä DC-hitsauskoneita käytetään hitsaukseen ja AC-sähköhitsauskoneita voidaan käyttää myös hitsaukseen.
4. Kun viistohitsaus molemmissa päissä on saatu päätökseen, käytä hitsin keskellä olevaa vahvikekehää ja jatka hitsaamista komposiittiputken ulkoseinällä hitsin lujuuden varmistamiseksi.
5. Vältä hitsaamista alle 0 ℃ tai matalassa lämpötilassa ja kosteudessa.
6. Pistehitsaus, symmetrinen hitsaus ja sitten integroitu hitsaus tulisi käyttää osien hitsaamiseksi, jotta vältetään jännityskeskittymien aiheuttama halkeaminen.
7. Bimetallikomposiittiputken hitsauksen laadun varmistamiseksi hitsauspinta on puhdistettava vikojen, kuten öljytahrojen ja kuonan sulkeutumisen, välttämiseksi.
Decho on ammattimainen toimittaja bimetallikomposiittiputkille, jos tarvitset niitä, ota meihin yhteyttä sähköpostitse [sähköposti suojattu]


