Процес зварювання біметалевої композитної труби
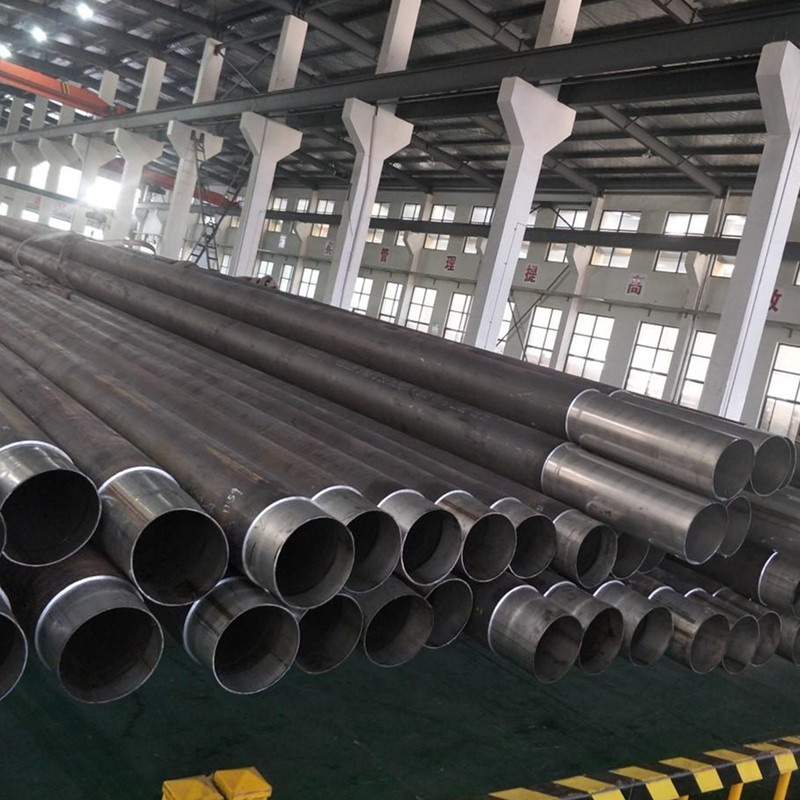
Зовнішня стінка біметалевої зносостійкої композитної труби виконана із звичайної безшовної сталевої труби, яка з'єднана високоякісною литою сталевою облицюванням в процесі відцентрового формування. Зовнішня стінка ліктя виконана з ліктів креветок, а внутрішній шар - з високохромової литої сталі, яка не тільки має зносостійкість високолегованої литої сталі, але також витримує тиск і має більш високі механічні властивості .
У біметалевому зносостійкому композитному підкладковому сплавному матеріалі твердість і зносостійкість - це високохромний зносостійкий білий чавун і високоякісний сплав, зносостійкий литий сталь (у сукупності іменований надтвердим зносостійким сплавом). Тверда фаза високохромового чавуну - це карбід типу M7C3, його твердість досягає HV1500 ~ 1800, тому він має хорошу зносостійкість, а оскільки структура цього карбіду типу Ка є стрижневою, вона має високу в'язкість. На основі традиційних інгредієнтів додаються рідкісні метали та твердну речовину з карбіду бору, що значно підвищує твердість та стійкість до втоми традиційних виробів та робить їх зносостійкість кращою за інші.
Цей процес підходить для вимог до зварювання біметалевих композитних виливків:
1. При встановленні біметалевої композитної труби трубу та центральну лінію труби слід вирівняти, щоб забезпечити точне з’єднання двох кінців труби. Через високу твердість футеровки з високохромового сплаву можна зварювати лише звичайні сталеві труби на зовнішній стіні, і необхідно проводити проникнення. Під час різання на місці необхідно вибрати машину для плазмового різання для різання на місці відповідно до товщини композитної труби.
2. Виберіть звичайний зварювальний стрижень J507 діаметром φ4.0 мм.
3. Як правило, для зварювання використовується електрозварювальний апарат постійного струму, а для зварювання - електричний зварювальний апарат змінного струму.
4. Після закінчення зварювання фаски на обох кінцях використовуйте арматурний обруч посередині зварного шва і продовжуйте зварювання зовнішньою стінкою композитної труби, щоб забезпечити стійкість зварного шва.
5. Уникайте зварювання при температурі 0 ℃ або низькій температурі та вологості.
6. Для зварювання деталей слід застосовувати точкове зварювання, симетричне зварювання, а потім інтегральне зварювання, щоб уникнути розтріскування концентрації напруги.
7. Для забезпечення якості зварювання біметалевої композитної труби зварювальну поверхню слід очищати, щоб уникнути дефектів, таких як масляні плями та шлакові включення.
Decho є професійним постачальником біметалевих композитних труб, якщо вам це потрібно, будь ласка, зв'яжіться з нами електронною поштою [захищено електронною поштою]


