Pedido de tubería de acero sin costura recubierto de 3PE para el gobierno de Bangladesh entregado con éxito
Como tubería enterrada que suministra agua, las tuberías con revestimiento anticorrosión 3PE se han utilizado ampliamente en proyectos gubernamentales en varios países. Esta es la primera vez que Decho exporta tuberías recubiertas de 3PE desde su nuevo establecimiento en 2018.
El cliente de este pedido es un distribuidor de acero en Bangladesh. Ha estado involucrado en la venta de tubos de acero durante casi 20 años y tiene una buena relación de suministro con el gobierno de Bangladesh. Después de varias comunicaciones telefónicas y por correo electrónico, la confianza del cliente en Decho es más suficiente y finalmente se confirma como pedido de prueba una cantidad de contenedor completo. Poco después de recibir el pedido, Decho resolvió los requisitos del cliente. Aunque es el tamaño de tubo de acero sin costura más convencional, implementamos cada requisito en detalle, sin importar desde el grosor de la pared hasta el grosor de los recubrimientos 3pe, el método de embalaje hasta el marcado. Porque creemos firmemente que el cumplimiento de cada pequeña solicitud es la piedra angular de las transacciones continuas en el futuro.
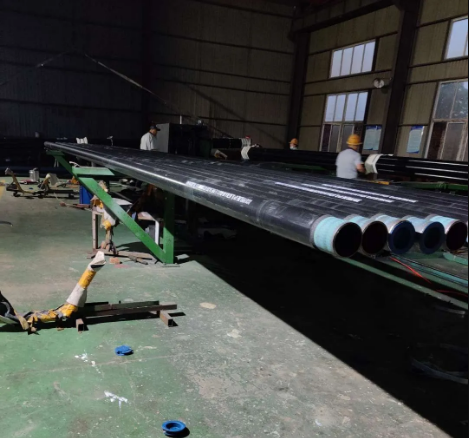
Recibimos un correo electrónico que indica que el cliente tiene la intención de llegar rápidamente a la fecha de envío antes del 20 de diciembre, al mismo tiempo, acabamos de recibir una carta de crédito del banco. Contactamos urgentemente con el departamento de logística para reservar plaza el día 20. Y compramos la tubería sin costura en stock el mismo día. Una vez finalizado el bisel de procesamiento en los dos días, la tubería desnuda finalmente llegó al molino de revestimiento. La producción del recubrimiento 3PE comenzó por la mañana, al mediodía, el contenedor ingresó a la fábrica. Hacemos trabajos de carga como en producción. Hasta las 21:00 de la tarde, se termina el trabajo de carga. Ahora, el pedido del cliente se ha cargado y pronto llegará a Bangladesh. Se informó al cliente que este pedido podría entregarse a Bangladesh como esperaba. Afirmó mucho la eficiencia del servicio de Decho y nos prometió que se entregarían más pedidos a Decho en el futuro.
Este pedido es pequeño, pero la intención original de atender a los clientes no ha cambiado. Independientemente del tamaño del pedido, Decho es un buen socio para que los clientes puedan confiar
Construyendo el mundo y esforzándose por el mundo, Decho está haciendo todo lo posible.