Proces spawania bimetalicznej rury kompozytowej
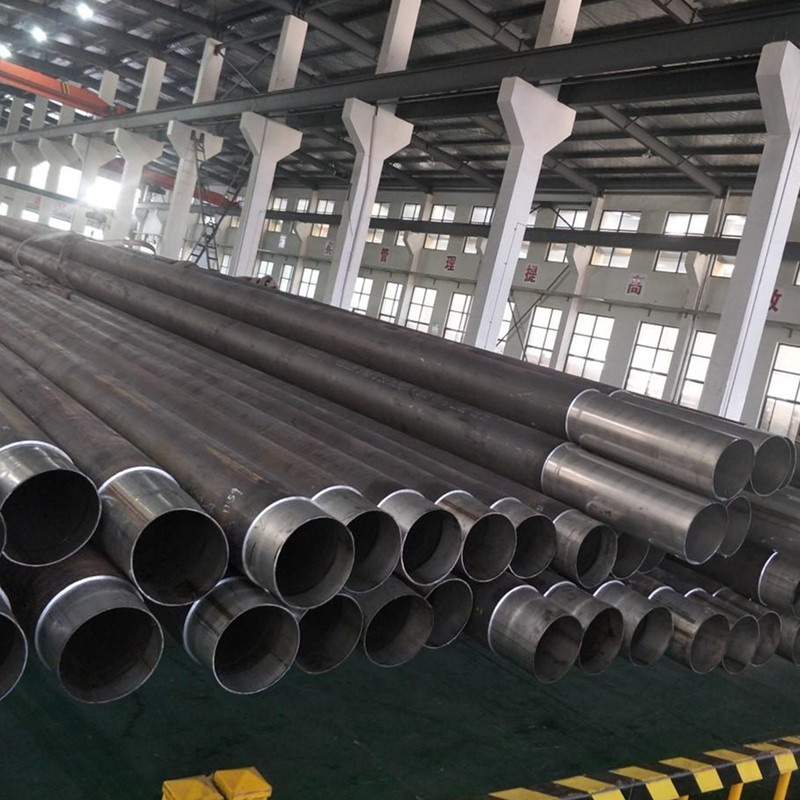
Zewnętrzna ściana bimetalicznej, odpornej na ścieranie rury kompozytowej jest wykonana ze zwykłej bezszwowej rury stalowej, która jest uzupełniona wykładziną ze staliwa o wysokiej zawartości chromu w procesie formowania odśrodkowego. Zewnętrzna ścianka łokcia wykonana jest z łokci krewetkowych, a warstwa wewnętrzna ze staliwa wysokochromowego, która ma nie tylko odporność na ścieranie staliwa wysokostopowego, ale także wytrzymuje nacisk i ma wyższe właściwości mechaniczne .
W przypadku bimetalowego, odpornego na ścieranie kompozytu ze stopu wykładziny rurowej, twardość i odporność na zużycie to wysokochromowe żeliwo białe odporne na ścieranie i wysokojakościowe, odporne na ścieranie staliwo stopowe (łącznie określane jako super twardy odporny na zużycie stop). Twarda faza żeliwa wysokochromowego to węglik typu M7C3, jego twardość sięga HV1500 ~ 1800, dzięki czemu ma dobrą odporność na ścieranie, a ponieważ struktura tego węglika typu Ka jest prętopodobna, ma dużą wytrzymałość. Na bazie tradycyjnych składników dodawane są metale rzadkie oraz utwardzacze z węglika boru, co znacznie zwiększa twardość i odporność na zmęczenie tradycyjnych produktów oraz poprawia ich odporność na ścieranie niż innych produktów.
Ten proces jest odpowiedni dla wymagań spawalniczych dla odlewów bimetalicznych rur kompozytowych:
1. Podczas montażu bimetalicznej rury kompozytowej rura i linia środkowa rury powinny być wyrównane, aby zapewnić dokładne połączenie dwóch końców rury. Ze względu na dużą twardość wykładziny ze stopu chromu można spawać tylko zwykłe rury stalowe na ścianie zewnętrznej i należy wykonać przetop. Podczas cięcia na miejscu należy wybrać przecinarkę plazmową do cięcia na miejscu w zależności od grubości rury kompozytowej.
2. Wybierz zwykły pręt spawalniczy J507 o średnicy φ4.0 mm.
3. Zasadniczo do spawania stosuje się spawarkę elektryczną prądu stałego, a do spawania można również stosować spawarkę elektryczną prądu przemiennego.
4. Po zakończeniu spawania ukosowego na obu końcach, użyj obręczy zbrojeniowej na środku spoiny i kontynuuj spawanie z zewnętrzną ścianką rury kompozytowej, aby zapewnić moc spoiny.
5. Unikaj spawania w temperaturze poniżej 0 ℃ lub w niskiej temperaturze i wilgotności.
6. Spawanie punktowe, spawanie symetryczne, a następnie spawanie integralne powinno być stosowane do spawania części, aby uniknąć pękania odlewów z koncentracją naprężeń.
7. Aby zapewnić jakość spawania bimetalowej rury kompozytowej, powierzchnię spawania należy oczyścić, aby uniknąć uszkodzeń, takich jak plamy olejowe i wtrącenia żużla.
Decho jest profesjonalnym dostawcą bimetalowych rur kompozytowych, jeśli potrzebujesz, skontaktuj się z nami przez e-mail [email chroniony]


