Welding process of bimetal composite pipe
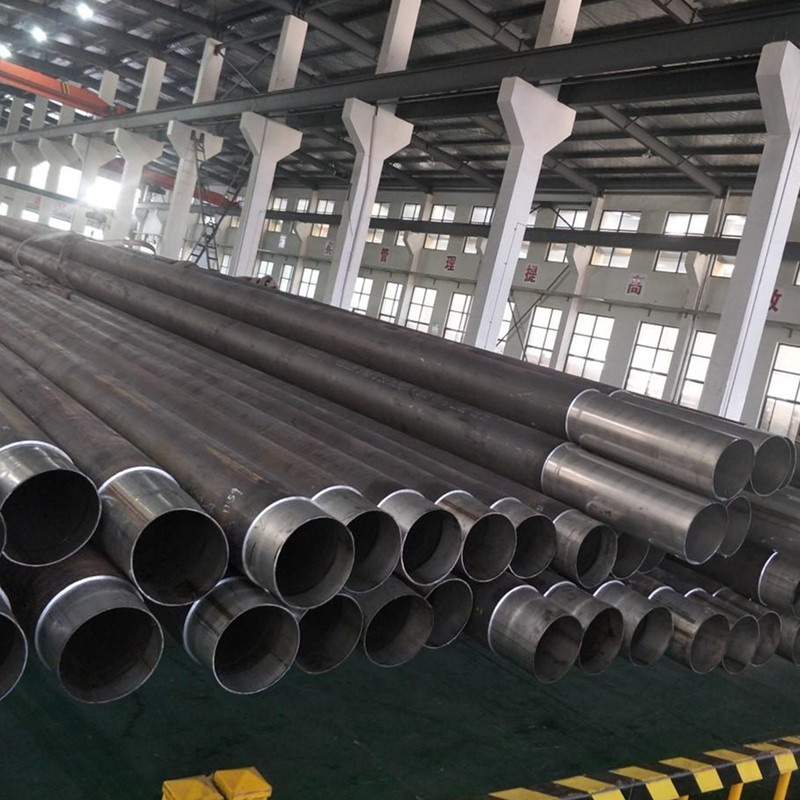
The outer wall of the bimetal wear-resistant composite pipe is made of ordinary seamless steel pipe, which is compounded by a high chromium cast steel lining through a centrifugal forming process. The outer wall of the elbow is made of shrimp elbows, and the inner layer is made of high-chromium cast steel, which not only has the wear resistance of high-alloy cast steel, but also can withstand pressure, and has higher mechanical properties.
In the bimetal wear-resistant composite pipe lining alloy material, the hardness and wear resistance are high-chromium wear-resistant white cast iron and high-quality alloy wear-resistant cast steel (collectively referred to as super hard wear-resistant alloy). The hard phase of high chromium cast iron is M7C3 type carbide, its hardness reaches HV1500~1800, so it has good wear resistance, and because the structure of this Ka type carbide is rod-like, it has high toughness . On the basis of traditional ingredients, rare metals and boron carbide hardening agents are added, which greatly increases the hardness and fatigue resistance of traditional products and makes their wear resistance better than other products.
This process is suitable for welding requirements of bimetal composite pipe castings:
1. When installing the bimetal composite pipe, the pipe and the center line of the pipe should be aligned to ensure that the two ends of the pipe are connected accurately. Due to the high hardness of the high chromium alloy lining, only ordinary steel pipes on the outer wall can be welded, and penetration must be performed. When cutting on site, a plasma cutting machine must be selected for on-site cutting according to the thickness of the composite pipe.
2. Select J507 ordinary welding rod with a diameter of φ4.0mm.
3. Generally, DC electric welding machine is used for welding, and AC electric welding machine can also be used for welding.
4. After the bevel welding at both ends is completed, use the reinforcement hoop in the middle of the weld and continue welding with the outer wall of the composite pipe to ensure the firmness of the weld.
5. Avoid welding under 0℃ or low temperature and humidity.
6. Spot welding, symmetrical welding, and then integral welding should be adopted for welding parts to avoid stress concentration casting cracking.
7. In order to ensure the welding quality of the bimetal composite pipe, the welding surface should be cleaned to avoid defects such as oil stains and slag inclusions.
Decho is a professional supplier on bimetal composite pipe, if you need any , pls contact us by email [email protected]


